













टेलीफोन :
+86-15905996312ईमेल :
machine@hongancn.com
टेलीफोन :
+86-15905996312ईमेल :
machine@hongancn.com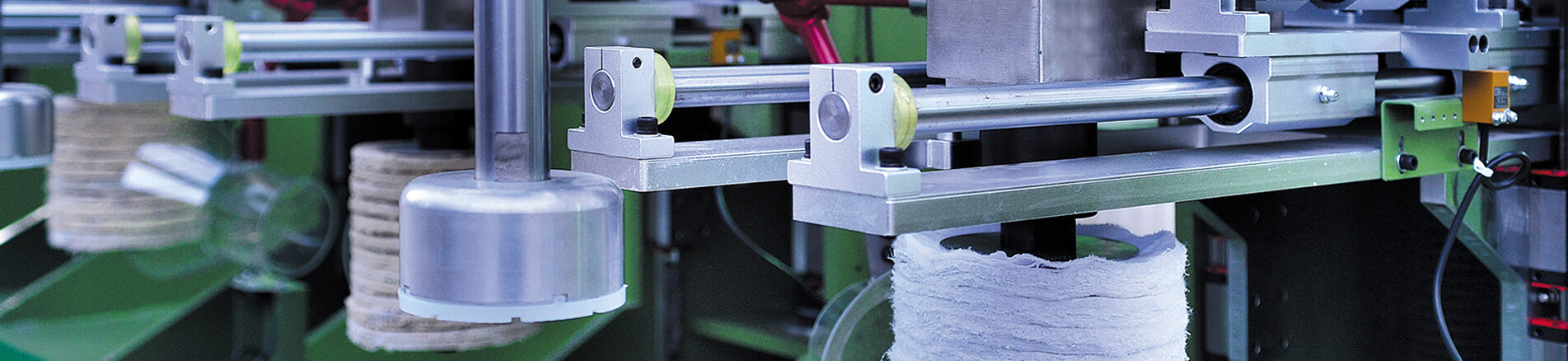


1. मेलामाइन मोल्डिंग से पहले कच्चे माल को पहले से गरम करने में व्यापक रूप से उपयोग किया जाता है
2. पहले से गरम करने से मेलामाइन उत्पाद की उपज बढ़ सकती है
ब्रैंड:
Shunhaoमद संख्या।:
HGY-720भुगतान:
LC, TTउत्पाद मूल:
Chinaरंग:
Greenशिपिंग बंदरगाह:
Xiamenमशीन का आयाम :
600×850×1520MMमशीन वजन :
320KGप्रशिक्षण सेवा :
Yesसपोर्ट सेवा :
Life-time Serviceउच्च आवृत्ति प्रीहीटिंग का कार्य
प्रीहीटिंग प्रक्रिया का व्यापक रूप से थर्मोसेटिंग प्लास्टिक मोल्डिंग, जैसे मेलामाइन टेबलवेयर, के लिए उपयोग किया जाता है।
उच्च-आवृत्ति प्रीहीटिंग जो ढांकता हुआ हीटिंग के सिद्धांत का उपयोग कर रही है, संपीड़न मोल्डिंग और अन्य मोल्डिंग प्रक्रियाओं को अधिक कुशल और परेशानी मुक्त बना सकती है।
मोल्डिंग से पहले मेलामाइन रेज़िन को पहले से गरम करने से मदद मिलती है:
1. चक्र का समय घटाकर 1/2-1/5 कर दें
2. अपर्याप्त राल भरने और वायु प्रवेश को कम करें
3. उपज और इन्सुलेशन प्रतिरोध में सुधार करें
4. उत्पाद की ताकत के अन्य भौतिक गुणों में सुधार करें

उच्च-आवृत्ति प्रीहीटिंग का सिद्धांत
उच्च आवृत्ति हीटिंग आंतरिक हीटिंग है, जिसका अर्थ है कि सामग्री स्वयं आणविक घर्षण के कारण गर्मी उत्पन्न करती है।
प्लास्टिक और लकड़ी जैसी विद्युत इन्सुलेशन सामग्री में आमतौर पर खराब तापीय चालकता होती है। हालाँकि, जब इस सामग्री पर 3-100 मेगाहर्ट्ज की शक्ति लागू की जाती है, तो यह अणुओं (द्विध्रुवों) को 73 मेगाहर्ट्ज पर 73*1,000,000 गुना तक बढ़ने के लिए मजबूर करेगी, जिसके परिणामस्वरूप आणविक घर्षण और आगे तेजी से आंतरिक गर्मी पैदा होगी।

तकनीकी मापदंड
| नहीं |
कॉन्टेएनटी. |
एचजीवाई-720 |
| 1 |
उत्पादन |
7 किलोवाट |
| 2 |
शक्ति का स्रोत |
3Φ220V 380V 415V |
| 3 |
पावर इनपुट |
13 के.वी.ए |
| 4 |
दोलन आवृत्ति |
62 मेगाहर्ट्ज |
| 5 |
वेक्यूम - ट्यूब |
E3069RB |
| 6 |
वोल्टेज स्विचिंग |
3-स्टेज |
| 7 |
पहले से गरम करने की शक्ति |
60 सेकंड के भीतर 110℃ |
| 8 |
फेनोलिक राल |
1500 ग्राम |
| 9 |
मेलामाइन मोल्डिंग कंपाउंड |
1200 ग्राम |
| 10 |
यूरिया मोल्डिंग कंपाउंड |
1500 ग्राम |
■ पुनश्च: विशिष्टताएँ बिना सूचना के परिवर्तन के अधीन हैं।

मेलामाइन प्रीहीटिंग मशीन का रखरखाव
1. कार्य कक्ष में अक्सर उपयोग के दौरान धूल-मिट्टी को विंड गन से साफ किया जाता है।
2. समय-समय पर (महीने में कम से कम एक बार) दोलन कक्ष, कार्य कक्ष और निचले कैबिनेट से धूल और अशुद्धियों को हटाने के लिए पवन बंदूक का उपयोग करें।
3. समय-समय पर (महीने में कम से कम एक बार) कार्य कक्ष में इलेक्ट्रोड रोलर और एज प्लेट को वाष्पशील विलायक (जैसे टोल्यूनि) से पोंछें।
4. समय-समय पर (सप्ताह में कम से कम एक बार) जाँच करें कि फॉस्फोर कॉपर शीट और ऊपरी आवरण के चारों ओर पीले हॉर्न कॉपर के बीच संपर्क अच्छा है या नहीं। यदि कालापन या ऑक्सीकरण हो तो उसे समय रहते पॉलिश कर लेना चाहिए।
5. नियमित रूप से जांचें (सप्ताह में कम से कम एक बार) कि कनेक्टिंग रॉड फ्लाईव्हील की स्थिति भटकती है या नहीं। सामान्य परिस्थितियों में: जब ऊपरी आवरण बंद होता है, तो फ्लाईव्हील छेद सीधे ऊपर होता है; जब ऊपरी आवरण खोला जाता है, तो फ्लाईव्हील छेद सीधे नीचे होता है। यदि यह विचलन करता है, तो कृपया चेसिस में संबंधित माइक्रो स्विच को समय पर समायोजित करें।
6. समय-समय पर (साइट की स्थिति के आधार पर सप्ताह या महीने में कम से कम एक बार) पूरी मशीन के एयर इनलेट फिल्टर को साफ करें।
7. हर दिन बिजली चालू होने के बाद, "हाई वोल्टेज" को बंद कर दें, और मशीन काम में प्रवेश करने से पहले बिना लोड के एक चक्र कार्य कार्यक्रम चलाती है।


No.173, Jitai Rd., Qingmeng Ind Zone, Quanzhou City, Fujian, China

ईमेल : machine@hongancn.com
उपलब्ध मशीनों के विभिन्न मॉडल और अलग-अलग सतह या सांचों की बनावट को शुन्हा फैक्ट्री से बनाया जा सकता है। जब आप अपने टेबलवेयर कारखाने चलाते हैं तो 20 से अधिक वर्षों का अनुभव त्रुटि-लागत को कम करेगा।





कॉपीराइट © 2026 Quanzhou Shunhao Melamine Moulds Co.,Ltd. सर्वाधिकार सुरक्षित.
ब्लॉग ipv6 नेटवर्क समर्थित
ipv6 नेटवर्क समर्थित


















